

![]()
![]()
![]()
![]()
![]()
![]()
Rapid Swing Adsorption Processes represent the extreme limit of pressure swing adsorption in which the cycle time is dramatically reduced in an effort to shrink the size of the equipment for a given production. First introduced in 1971, RPSA is suitable when large quantities of relatively low purity gas such as oxygen-enriched air are required to improve oxidation processes. When high gas throughput is used in an adsorption process, several limitations manifest themselves, in particular the kinetics of gas adsorption and the pressure drop in the bed. This project was started in 1999 to investigate how mass transfer kinetics and pressure drop intrudes on RPSA performance for air separation. A combination of simulation and experimental work is needed to understand the mechanisms of mass transfer in zeolite systems. Simple models such as the Linear Driving Force model for mass transfer are not satisfactory for simulating RPSA processes and more sophisticated approaches such as the Dusty Gas Model are needed. In addition, it is important to understand the nature of pressure drop in adsorbing systems particularly when rapid changes in gas momentum occur.
The experimental apparatus built to address these and other questions is of a pilot scale size to enable scale-up. The 2-bed unit is skid mounted and is equipped with rapid acting Valqua-valves allowing investigation of cycle times down to 3s. Feed and product tanks buffer the extreme pressure changes. The apparatus is fully instrumented with measurement of bed temperature, pressure, and composition profiles as well as all flows to and from the beds and tanks. The air feed to the RPSA is first filtered and dried in an upstream PSA drier to ensure that water and CO2 contamination do not obscure our data.




Control of the position and switch valves and access of the instrumentation is done through a PLC/SCADA system.
Since the gas velocity in the beds is very large, a suitable hold-down device must be used to prevent sieve fluidisation. Considerable attention has been spent on our apparatus to this feature as shown below.


A large number of cycle configurations are possible with PSA systems but RPSA requires fairly simple cycles in order to reduce cycle time as much as
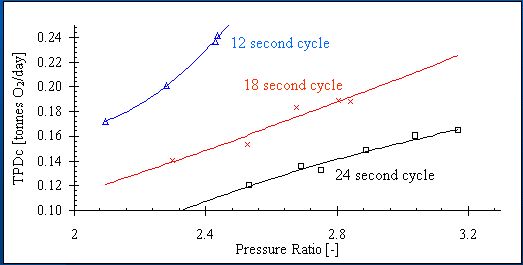
possible. We have used the simple 2 bed cycle shown at the right and lately, even one bed cycles, to investigate the effect of cycle time on RPSA performance. The graph below shows the overall performance as cycle time is reduced keeping the pressure ratio constant.
More rapid cycles (12s) lead to higher production (Tonnes per day) but not proportionally so since recovery decreases due to intrusion of mass transfer and pressure drop. By measuring mass transfer parameters and pressure drop parameters for our sieve in independent ways (using our KTU and LUB equipment), and using our numerical models, we are able to "untangle" the effect of pressure drop and mass transfer and determine which is more important in affecting process performance.
For more information on this project see the publications or contact Paul Webley







Copyright © 2001 [Your Company Name LTD]. All rights reserved